




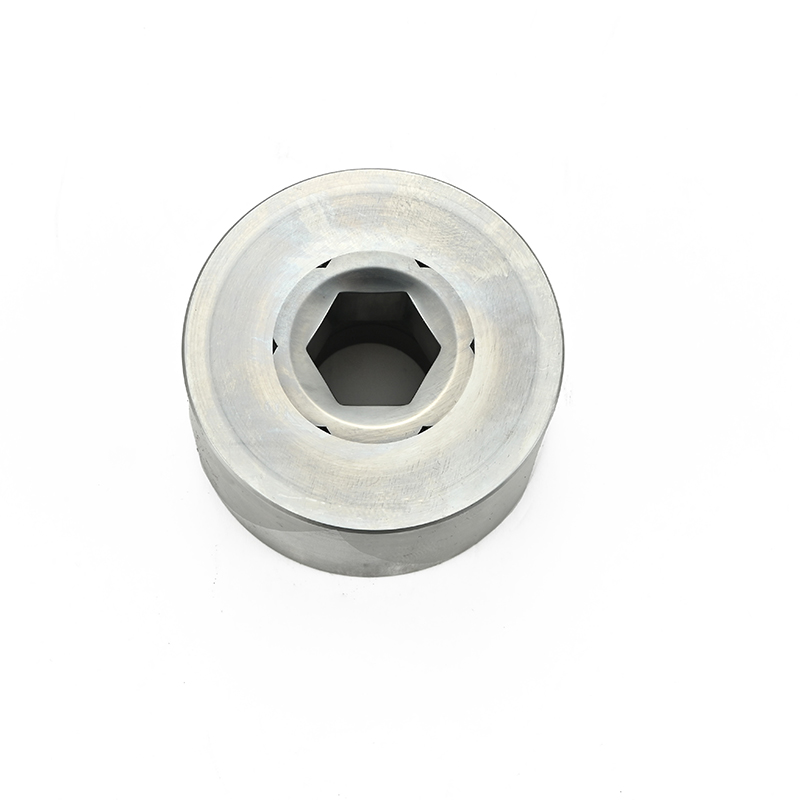


Inti Die Terbangun Hex
| Barang | Parameter |
| Tempat asal | Guangdong, Cina |
| Nama merk | Nisun |
| Bahan | VA80,VA90, KG6, KG5, ST7, ST6, KARBIDA |
| Teknologi | CAD, CAM, WEDM, CNC, Perlakuan panas vakum, Pengujian 2.5-Dimensi (proyektor), Penguji kekerasan, dll.(HRC/HV) |
| Waktu pengiriman | 7-15days |
| OEM & ODM | 1 PCS Dapat Diterima |
| Ukuran | Ukuran yang disesuaikan |
| Sedang mengemas | PP + Kotak Kecil dan Karton |
Karbida mati:
1. Lubang lurus mati
2. Ekstrusi mati
3. Dies Hex Tersegmentasi
4. Pemotong & pisau
5.Dies yang disesuaikan
Dies tersegmentasi dapat disuplai sebagai sisipan atau rakitan die lengkap dalam tungsten carbide atau baja khusus.Keuntungan dari blade tersegmentasi yang dapat dipertukarkan untuk memperpanjang umur pahat telah diakui secara luas.Semua alat disertifikasi sebelum dikirim ke pelanggan.
Sebagai perusahaan yang efisien dan berkembang pesat, Nisun secara aktif berkomitmen untuk menyediakan cetakan tersegmentasi heksagonal eksklusif.Produk yang disediakan diakui secara luas di seluruh dunia untuk kualitas terbaik dan pemasangan yang mudah.Cetakan ini diproduksi oleh profesional inovatif dan teknologi canggih, dan digunakan untuk memproduksi berbagai jenis pengencang di berbagai industri.Selain itu, kami juga dapat menyediakan produk dengan ukuran yang berbeda sesuai dengan kebutuhan pelanggan.
1. Pilih bahan dan ukuran baja tungsten untuk membuat sekrup atau mur cetakan benar.
2. Menurut perbedaan kesulitan pembentukan, ukuran, panjang sekrup dan mur, struktur die harus dirancang secara wajar, cetakan multi-stasiun dan mur harus dialokasikan berdasarkan deformasi yang mengganggu dan waktu pembentukan.
3. Cetakan memiliki pengerjaan halus, ukuran akurat, diameter lubang agar sesuai dengan persyaratan finishing cermin.
4. Margin distribusi tegangan interferensi, pilih ukuran lancip paduan yang sesuai.
5. Lengan baja shell harus kaku dan dipanaskan dengan baik, dan kisaran kekerasan setelah perlakuan panas vakum harus antara 45℃-48℃.
6. Jaga agar lubang bor dan permukaan kawat bersih dan halus, kawat yang ditarik dingin harus dipaku dengan kuat setelah anil bola.
7. Kami menggunakan roda berlian untuk menggiling siklus dan ujung tungsten.





